
导读
本文将就吸塑真空成型的基本原理和相关术语进行介绍,对大家了解吸塑成型技术,知道吸塑是怎么加工成型的。
一、真空吸塑成型原理
真空吸塑成型工艺(图2-1)是一种热成型加工方法。利用热塑性塑料片材,制造开口壳体制品的一种方法。将塑料片材裁成一定尺寸加热软化,借助片材两面的气压差或机械压力,使其变形后覆贴在特定的模具轮廓面上,经过冷却定型,并切边修整。
真空吸塑成型这种成型方法是依靠真空力使片材拉伸变形。真空力容易实现、掌握与控制,因此简单真空成型是出现最早,也是目前应用最广的一种热成型方法。
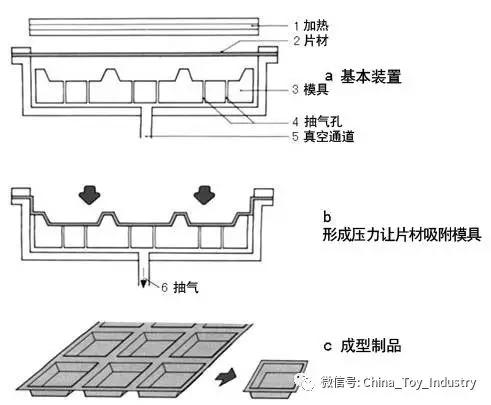
图2-1 基本原理示意图
二、吸塑无模成型
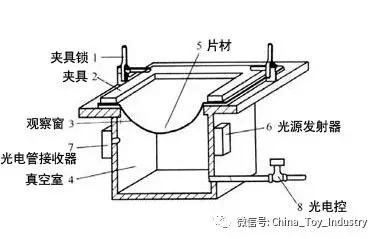
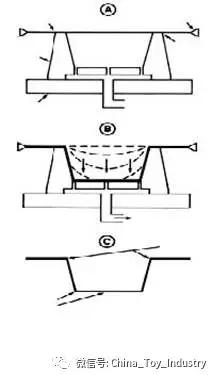
真空无模成型过程如图2-2所示,将片材加热到所需温度后,置于夹持环上,用压环压紧,打开真空泵阀门抽真空,通过光电管控制真空阀调节真空度,直到片材达到所需的成型深度为止。由于自由真空成型法中制件不接触任何模具表面,制件表面光泽度高,不带任何瑕疵。如果塑料本自身是透明的,制件可以具有最小的光吸收率和透明性,故可用于制造飞机部件如仪器罩和天窗等。
真空无模成型法在成型过程中只能改变制件的拉伸程度和外廓形状,因此不能成型外型复杂的制件。另外,成型过程中,随着拉伸程度的增大,最大变形区(即片材中心)的厚度不断减小,因此实际生产中拉伸比(H/D)一般应小于75%。
在运用此法进行加工时,操作员必须有熟练的技巧,调节好真空度,以得到符合设计要求的轮廓和尺寸一致的产品。
三、吸塑阳模(凸模)和吸塑阴模(凹模)成型
对于真空吸塑成型,受热的材料仅有一面与成型工具相接触。这样,材料与模具相接的面就具有与成型模具完全相同表面轮廓。而成型制件的未接触面的轮廓和尺寸就只有取决于材料的厚度。根据成型材料与成型模具的接触面的不同,成型过程可分为阳模和阴模成型。
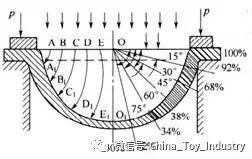
图2-2 无模真空吸塑成型装置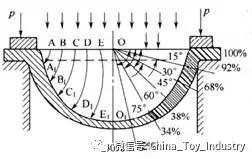
图2-3 无模真空吸塑成型壁厚分布
|
成型模 |
单阳模 |
单阴模 |
用柱塞协助成型 |
|
允许牵伸比 |
>0.5 |
>1 |
>1 |
表2-1 不同模具所允许的拉伸比
真空吸塑阳模成型工艺过程如(图2-4)所示。
本法对于制造壁厚和深度较大的制品比较有利。
制品的主要特点是:与真空阴模成型法一样,模腔壁贴合的一面质量较高,结构上也比较鲜明细致。壁厚的最大部位在阳模的顶部,而最薄部位在阳模侧面与底面的交界区,该部位也是最后成型的部位,制品侧面常会出现牵伸和冷却的条纹,造成条纹的原因在于片材各部分贴合模面的时候有先后之分。先与模面接触的部分先被模具冷却,而在后继的相关过程中,其牵伸行为较未冷却的部位弱。这种条纹通常在接近模面顶部的侧面处最高。
如果您有任何疑问与需求,请来电咨询 / 在线咨询,我们将为您提供专业的解决方案

备案号: 苏ICP备15045784号-1
 扫描添加微信沟通
扫描添加微信沟通